


服务热线
400-850-5208
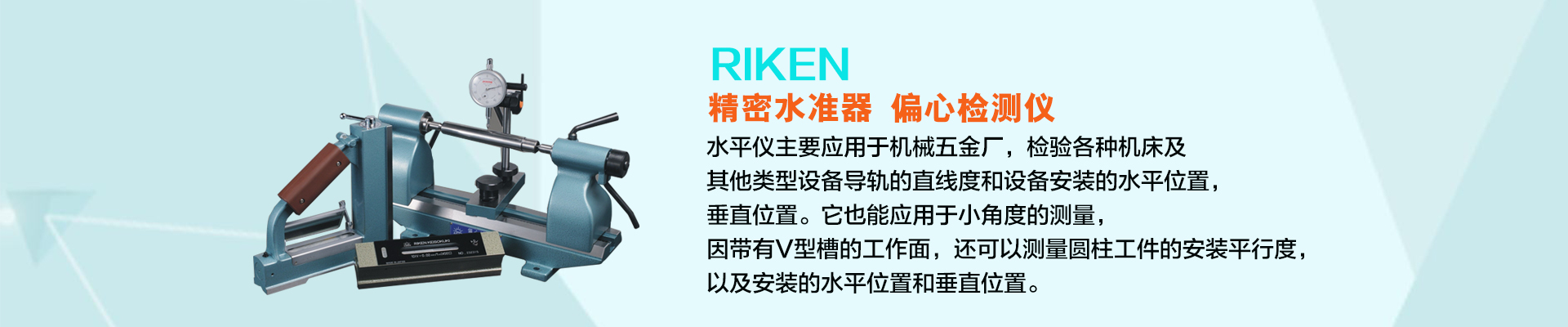
理研水平仪,RIKEN水平仪,日本理研水平仪
水平仪是一种测量小角度的常用量具。在机械行业和仪表制造中,用于测量相对于水平位置的倾斜角、机床类设备导轨的平面度和直线度、设备安装的水平位置和垂直位置等。按水平仪的外形不同可分为:框式水平仪和尺式水平仪两种;按水准器的固定方式又可分为:可调式水平仪和不可调式水平仪。
1)外观检验: 对新出厂的水平仪,工作面应平整、光滑且不应有砂眼、气孔、碰伤、划痕、锈蚀等缺陷。非工作面上不允许有脱漆、生锈和明显的缺陷。水准器应清洁透明,其刻线应清晰、均匀,不应有脱色现象,刻线应与水准器轴线相垂直。在水平仪非工作面上,应标有制造厂厂名、出厂编号和分度值。
主水准器安装应牢固,零位调节装置应保证使用方便、可靠。气泡移动应平稳,不应有目力可见的跳动或停滞现象。当室温为20℃时,,气泡长度应等于两条长刻度线之间的距离,其偏差对分度为0.02~0.05mm/m者不应超过±1格;对分度为0.06~0.10mm/m者不应超过±0.5格。 气泡的移动平稳性和气泡的长度,应在水平仪检定仪上进行检验。
水平仪工作面不允许有凸起现象,其平面度应符合表6—10—54的规定。 工作面长度 150~200 250~300 ,平面度偏差 <0.003 <0.005,对磨制和研磨的工作面,其平面度用尺寸不小于被检面长度的零级刀口尺,以光隙法进行检定,这一检定工作应在工作面的纵向、横向和对角线的方向的几个位置上进行。以看到的zui大间隙为该表面的平面度偏差。在估计间隙大小时,可由量块组成的标准间隙进行比较。
对刮制工作面的平面度,用零级平板以涂色法进行检定。在边长为25mm正方形面积内的斑点数,对于分度值为0.02~0.05mm/m的水平仪不应少于25点,对于分度值为0.06~0.10mm/m的水平仪不应少于20点,斑点分布应均匀。
理研水平仪,RIKEN水平仪,日本理研水平仪
V形工作面的直线度,用检定心轴以涂色法进行检定。把涂有红铅粉的心轴放在V形面上转动,在V形面上看到的接触线,不允许有超过10mm的间断。
理研水平仪|日本理研水平仪
气泡对中间位置的偏移,不应超过分度值的1/4。对于水平仪下工作面零位的检验可在零级平板上进行,也可以在水平仪检定仪上进行;对于水平仪的下V形工作面的零位检验,应在工具上进行;对于框式水平仪的上平面工作面,上V形工作面,侧平面工作面和侧V形工作面的零位,也应在工具上进行。
水平仪的零位稳定性,要求在检定下工作面零位合格后,相隔4h,再次对零位进行一次检定,其变化仍不得超过零位偏差的允许范围。
(5)水平仪分度值误差的检定:
应在水平仪检定仪上进行。实测平均角值与公称角值之差,不应超过公称角值的10%。分度值的不均匀性,不应超过分度值的20%。即相邻读数差都在0.8~1.2格范围内。 水平仪分度值误差的检定,应在气泡的左右两个刻度上进行。为消除水平仪检定仪微动螺钉死程的影响,微动螺钉应按一个方向旋转。
| 平形精密水準器(B級 一般工作用)【stock 09】
|
JIS規格外の製品です?サイズ450、600も製作しています? |
| 形 式サイズ気泡管感度質量(kg)一種二種三種RFL-B1000.02(4秒)0.05(10秒)0.1(20秒)11501.620022502.53003 |
理研水平仪,RIKEN水平仪,日本理研水平仪